
VIDEO: PRECISION LASER DRILLING
Laser drilling is one of the more difficult laser applications if we want to obtain output that is high quality and at the same time created in a short time. Pulsed laser sources can be successfully used for laser drilling, especially in the near-infrared wavelength range, which can interact well with the most commonly used industrial materials (especially metals).
Laser drilling is one of the many applications in LINTECH's automation, laser technology, industrial marking and single-purpose machine division.
This laser drilling application was developed by a team of LINTECH experts in its own application laboratory on several different types of pulsed nanosecond laser assemblies for a broader understanding of related phenomena and their impact on the drilling process.
The results of laser drilling testing are presented by means of a video demonstration, specifically for drilling aluminum tubes with a wall thickness of 0.5 and 1.5 mm. The process time was maximally optimized to 0.5 and 4 s, while maintaining the optimal geometry and quality of the drilled hole.
The advantages of laser drilling are several:
it is a contactless process,
the surrounding material is not affected,
high level of hole accuracy,
possibility of drilling in hard-to-reach places,
long technology life,
allows very accurate and consistent results,
offers the user complete control - it is a very reliable process.
There are a number of drilling methods, the applicability of which depends on the thickness of the drilled material and the size of the required hole to the requirement for process time and the final appearance.

For the thinnest materials in the form of various foils, it is possible to use percussion drilling, where we pierce the material with one or more repetitive laser pulses. The result is a very fast process, but the size of the holes is directly dependent on the size of the laser trace. For larger holes and larger material thicknesses, circular or helical drilling can be successfully used. Here it is already necessary to use the deflection of the laser head to create circular cutting geometries. The largest holes are most often created by engraving (sublimation of the material in the hole space) or by direct cutting. In some cases, it is appropriate to combine individual methods with different numbers of repetitions to achieve the optimal result.
The drilling process is influenced by a large number of laser parameters, the most important of which include:
laser pulse energy,
length of laser pulses,
laser trace size,
for more demanding applications, the drilling geometry used together with the pulse spacing (ie the combination of pulse frequency and beam speed).
Longer pulses with higher energy reach greater depths in a relatively short time, but their activity is accompanied by increased scale formation around the hole. Shorter pulses with lower energy are more sensitive to the material, which results in lower efficiency but better hole appearance.
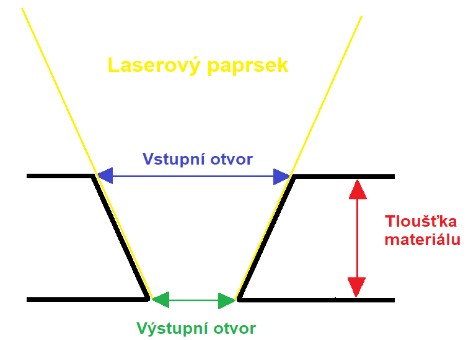
When laser drilling materials of greater thickness, it is necessary to pay attention to several phenomena that negatively affect the process. Due to the conical profile of the laser beam, the drilled holes are also conical, i.e. the inlet hole always has a larger diameter than the outlet hole. This fact can only be reduced by using special 3D / 4D laser heads. Because the laser beam is normally deflected by the head at an angle, the holes at the edges of the laser field have a noticeable bevel. This condition can also be suppressed, using a so-called telecentric lens, which maintains the perpendicularity of the laser beam in all parts of the laser field. The last phenomenon is the loss of efficiency of laser drilling due to incorrect beam focusing. The issue of focusing is relatively crucial, especially for larger thicknesses of materials and small laser optics, which have a shallow depth of field. For particularly thick walls of material, it is necessary to change the focus of the laser several times during the drilling process.
Laser drilling can be used in several industries, especially in the aerospace, automotive, electrical and medical industries.
Read the article on one of the most read porals about engineering - strojirenstvi.cz.