2,5D a 3D gravírování laserem
Laserové gravírování je velmi přesným druhem opracovávání, kdy je po odpaření určitého objemu materiálu docíleno vytvoření plastického vzoru požadovaného tvaru a rozměrů. Ve většině případě se gravírování provádí v hloubkách od několika setin do několika desetin mm.
Nejčastěji se provádí gravírování pouze v jediné hloubce, vzor pak obsahuje pouze dvě výškové úrovně – úroveň povrchu a úroveň gravírované oblasti. Zdrojem dat pro proces je běžná 2D grafika, hloubka gravírování v materiálu je daná parametry laseru a počtem opakování procesu. Běžně se tento typ opracovávání označuje jako 2D laserové gravírování, k němuž lze použít standardní laserovou sestavu skládající se z laserového zdroje, vychylovací laserové hlavy se zaostřovací optikou a ovládacího softwaru s vhodnou řídicí kartou.
Používá-li se během procesu řízená změna zaostřování laserového paprsku nebo se dokonce mění směr působení laserového paprsku, mluvíme o 3D gravírování. K 3D gravírování je zapotřebí již speciálních komponent – přeostřovacího optického systému, který může spojitě měnit fokus paprsku a zachovává jeho ohnisko i při ovlivňování zakřivených ploch. U komplexnějších aplikací se můžeme setkat i s polohovacími systémy unášející laserovou hlavu v rámci složitějších víceosých soustav. Rovněž je potřeba mít k dispozici sofistikovanější řízení celého procesu, kde řízení laseru musí být mnohdy navíc správně provázáno s řízením polohovacího systému, je-li pro proces vyžadován.
Na pomezí mezi oběma zmíněnými aplikacemi je tzv. 2,5D gravírování. Při 2,5D gravírování je sice také používán pojezd laseru umožňující přeostřování systému (zde většinou pouze v podobě mechanické osy Z), nicméně na rozdíl od 3D gravírování není řízení ve třetí ose spojité a provádí se tehdy, jsou-li osy X a Y nehybné. Rovněž paprsek přichází k povrchu vždy v jediném směru, ideálně kolmém na jedinou zpracovávanou plochu. S ohledem na jednodušší koncept zařízení vychází i jednodušší řízení celého systému, i přesto zde však najdeme prvky, které u běžného 2D gravírování chybí. Řídicí software zde umožňuje importovat 3D model cílového dílu (např. ve formátu STL), který je následně rozřezán na jednotlivé vrstvy. Postupně je zpracovávána vrstva po vrstvě a odpovídající grafika vypalována sublimujíc vždy jen určitou hloubku materiálu. Překrýváním grafik z jednotlivých vrstev dochází k hlubšímu gravírování a vytváří se tak pokročilá plasticita obrazu. Správné nastavení laserovacího procesu je potřeba k tomu, aby po překrytí všech vrstev nebyl výsledný vzor příliš hluboký nebo naopak mělký.
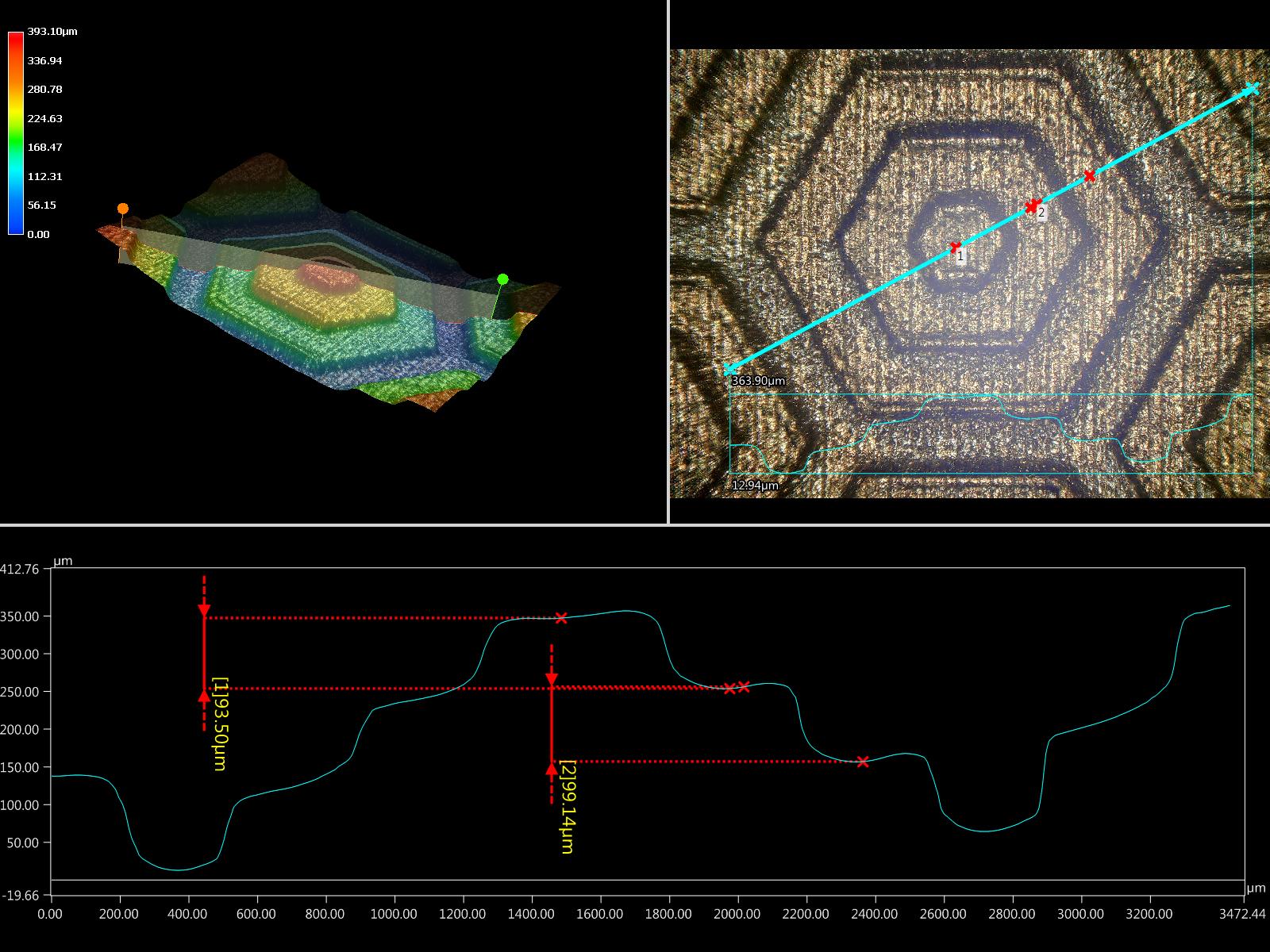
U 2,5D gravírování můžeme nalézt semi-spojité přechody mezi rozdílnými hloubkami gravírovaného vzoru, spojitost přechodu pak závisí na množství použitých vrstev. Menší počty vrstev vykazují viditelnější „schodkovitost“, vyšší počty vrstev dosahují lepšího designu, ale prodlužují čas procesu. Velmi důležitou fází celého procesu srovnatelnou s důležitostí správně nastavených laserových parametrů je vhodná příprava modelu. Existuje řada softwarů, které lze v tomto směru využít, ať už se jedná o ArtCam, Inventor, Rhinoceros 3D aj.